Live plant pipe tie-ins are some of the most stressful hours in a plant. Production is still running, hot work is restricted, and your outage window is tight. If fit-up, alignment, or NDE are not controlled from the start, that short window can stretch into delays, rework, and safety headaches.
In this article, we talk through how mobile welding teams manage those risks in the field. We look at planning tie-ins around real-world conditions, controlling fit-up tolerances, keeping alignment within code, and building NDE needs into the weld plan so your project stays safe and predictable.
Keep Live Plant Projects Moving With On-Site Pipe Experts
Live plant work is high-risk and high-pressure. Lines are charged, nearby equipment is running, and every hour of lost production hurts. At the same time, safety rules for hot work are strict, which is exactly how it should be. There is no room for guesswork when you cut into a live system.
Mobile welding crews bring the shop to the site. With the right team, you get:
- Code-focused pipe fabrication and welding where the work actually sits
- Welders who understand plant rules, permits, and safe hot work in tight racks
- Weld prep and inspection readiness that keeps quality control in step with the schedule
Field conditions add extra layers. Pipe racks are crowded, access is awkward, and in areas like Greater Houston you deal with intense heat, humidity, and sudden storms. When we plan tolerances, alignment, and NDE from day one, those factors are built into the plan instead of becoming last-minute surprises.
Here, we walk through practical steps for controlling fit-up, staying aligned with AWS and ASME expectations, coordinating NDE, and keeping tie-ins on track during live operations.
Planning Pipe Tie-Ins Around Real-World Field Conditions
Good pipe fabrication on paper is not enough if the field is telling a different story. Early collaboration between plant engineers, pipe fabricators, and mobile welders is what turns drawings into work that actually fits.
Before anything gets cut, we like to:
- Walk the line with current isos and P&IDs in hand
- Confirm actual field dimensions, centerlines, and clearances
- Check insulation thickness, shoes, and supports that may hide movement
- Note where thermal growth and vibration will impact fit-up and alignment
In warm, humid climates with long cooling seasons, long straight runs can move more than people expect. Planning around real operating conditions helps avoid surprises when a line grows or shifts just as you are ready to weld.
Detailed fit-up plans, spool maps, and weld sequences help manage:
- Limited outage or tie-in windows
- Access limits around racks, valves, and cable trays
- Required NDE hold points and inspector availability
Pre-job meetings are where everyone lines up on:
- Welding procedures and processes that will be used
- Welder qualifications for those procedures
- How materials will be tracked and documented
- Acceptance criteria per the applicable AWS and ASME codes
That shared plan gives the crew a clear path from first cut to final NDE.
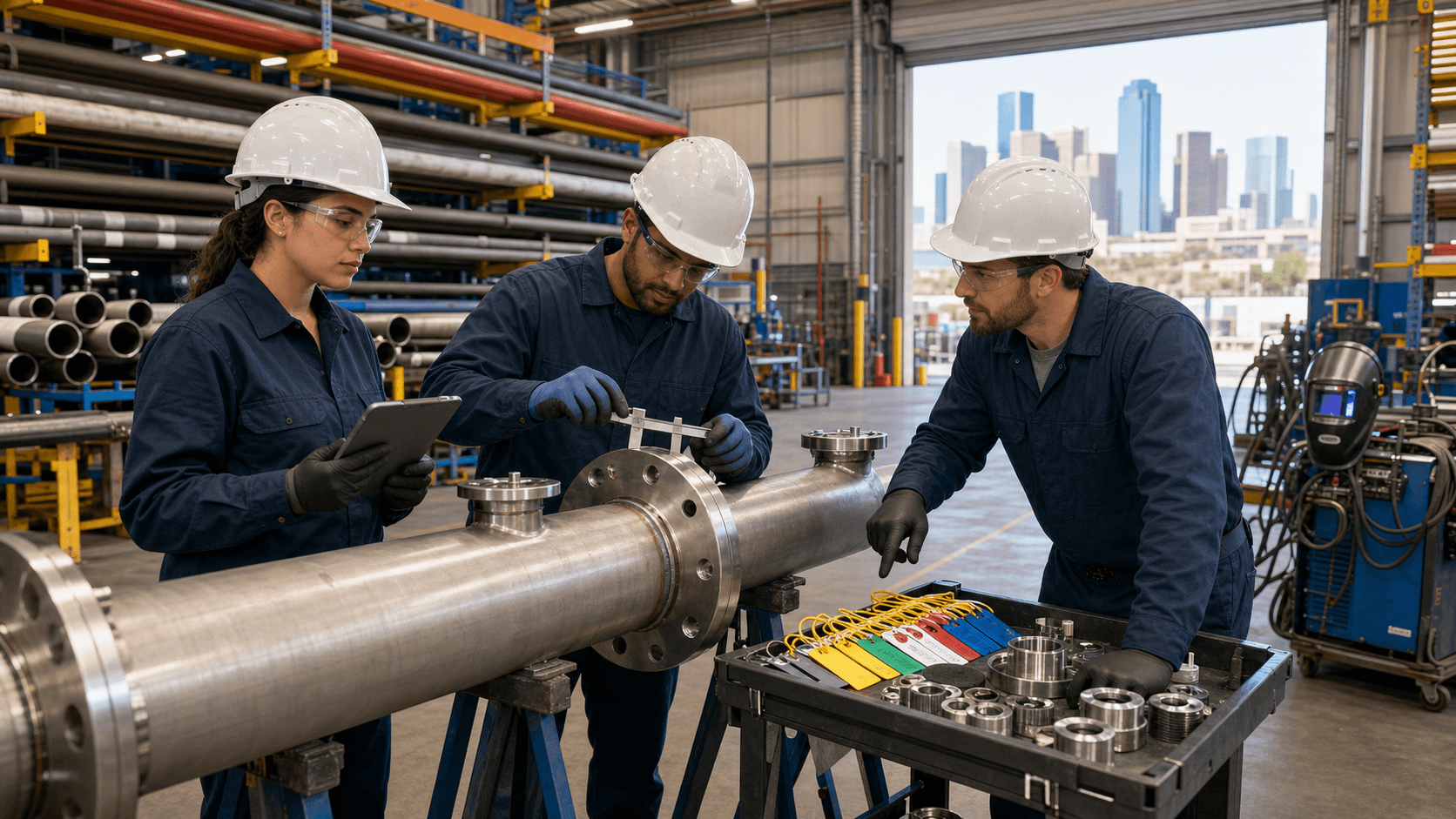
Controlling Fit-up Tolerances Before You Strike an Arc
On tie-ins, fit-up is where the job is often won or lost. Small errors at this step can show up later as lack of fusion, lack of penetration, or rejectable indications in NDE. Key fit-up items include:
- Root gap, too tight and you starve the root, too wide and control is tough
- High-low (internal mismatch), which affects flow and penetration
- Bevel prep, angle and finish affect how the weld fills and fuses
- Land thickness, which helps control root profile and burn-through
In tight pipe racks or at height, getting those right takes more than eyeballing. Mobile welding crews will lean on simple but effective tools:
- Strongbacks and chain clamps for pulling pipe into line
- Hi-lo gauges to measure mismatch instead of guessing
- Dogs and wedges, and temporary tabs to hold pieces steady while tacking
Good pipe fabrication of spools in advance makes field work smoother. When prefab spools arrive with correct bevels, verified lengths, and true ends, the on-site crew can focus on fit-up and weld quality instead of last-minute cutting and grinding.
Real-world lines rarely look like new pipe from the shop. Out-of-round pipe, old welds, repairs, or corrosion are common. Experienced welders know how to:
- Clock cuts to avoid weak spots
- Adjust root gap without drifting out of code limits
- Blend transitions so flow and inspection results stay within spec
The goal is a joint that fits both the drawing and the code, without dragging your schedule.
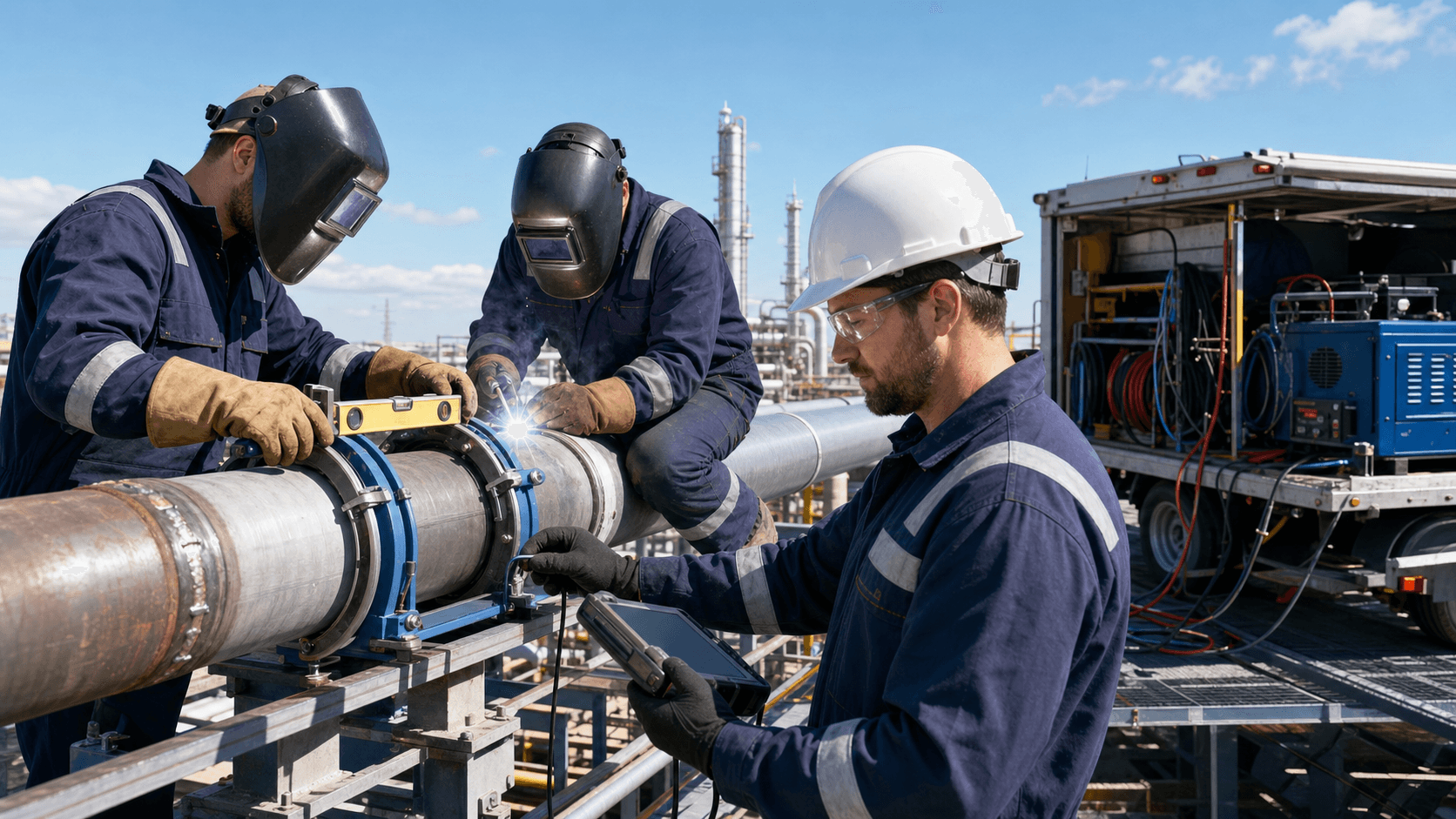
Achieving Code-Compliant Alignment in Tight Tie-in Windows
Alignment in live plants comes with its own set of headaches. You may only be allowed a very short cut-out length. Existing lines are often locked in by rigid supports and old steel. At the same time, you have to maintain slope for drainage and keep stress within what the engineer has allowed.
To keep alignment under control, field crews might use:
- Laser tools or digital levels to confirm slope and axis
- Spirit levels, plumb bobs, and tape offsets where line-of-sight is blocked
- Marked reference points on steel or concrete to check for movement
When the existing line will not move easily, we may need controlled jack-and-spread, temporary supports, or adjustable hangers. The point is not to force the pipe into alignment at the weld. It is to share movement through the support system so you do not overload nozzles, anchors, or nearby equipment.
Once the tie-in is complete, documenting as-built alignment and any support changes is important. That information feeds back into maintenance and integrity programs so future crews know what was done and why.
Integrating NDE Requirements Into Your Weld Plan
NDE cannot be an afterthought on tie-in work. Different services and owner specs may call for:
- Visual testing on every weld, often with hold points
- Radiographic testing for full-penetration butt joints in critical service
- Ultrasonic testing or phased array where RT access is limited
- Magnetic particle testing on certain materials or attachment welds
When welders plan for NDE from the start, everything gets easier. That means:
- Joint designs that leave clear shot lines for RT, without blocked angles
- Enough room around the weld for UT or phased array probes
- Clean surfaces, good lighting, and access for thorough VT
Scheduling also matters. In hot, storm-prone seasons, you have to think about:
- Safe work setups for RT crews working in the heat
- Lightning and rain pushing UT or RT work off the schedule
- How preheat or post-weld heat treatment windows fit between NDE holds
Good communication between mobile welders, third-party inspectors, and plant QA/QC keeps everyone aligned. When indications do show up, quick repairs and re-tests are possible because the joint, materials, and procedures are already well documented.
Choosing the Right Mobile Welding Partner for Plant Tie-Ins
Not every welder is a plant welder. For live tie-ins, you want a team that lives in both the pipe fabrication world and the code world. Key things to look for include:
- Familiarity with AWS and ASME code work
- Documented welding procedures and procedure qualifications
- Current welder certs for common processes like SMAW, GTAW, and FCAW
- Experience with process piping, pressure systems, and structural supports in operating plants
Real field experience is worth a lot. Crews that work in active facilities understand:
- How to work around live lines and follow plant safety rules
- How to keep quality high with tight outage timelines
- How to coordinate their weld sequence with other trades and inspections
Smart questions to ask a potential partner include:
- Can you support round-the-clock outage work if needed?
- Are you familiar with our owner specs and quality requirements?
- How do you manage traceability, weld maps, and NDE coordination?
For plants around Greater Houston and across major Texas metros, teams like ours at Weldit focus on bringing that blend of field experience and code-focused pipe work to emergency tie-ins, planned turnarounds, and capital projects.
Turning Tight Tie-in Windows Into Safe, Predictable Outcomes
Safe, successful live plant tie-ins do not happen by luck. They come from disciplined planning, tight control of fit-up tolerances, careful alignment, and NDE that is built into the plan instead of bolted on at the end. The welding arc is only one part of the work.
When plant managers, maintenance leads, and project engineers step back and review how they handle measurements, pipe fabrication accuracy, support adjustments, and inspection timing, they often find small gaps that create big headaches later. Closing those gaps with a code-focused mobile welding team helps turn those tight tie-in windows into work that feels controlled, repeatable, and ready for the next outage.
Keep Your Next Tie-In On Schedule With Code-Compliant Pipe Work
If you are planning live plant modifications, we can bring certified mobile welders, precise fit-up practices, and field-proven NDE coordination directly to your site. Our team specializes in code-compliant pipe fabrication that supports tight shutdown windows and strict QA/QC requirements across Greater Houston and other Texas metros. Share your scope, drawings, and schedule, and we will help you build a practical plan for safe, efficient tie-ins. To schedule a walkthrough or request a quote, contact us today and see how Weldit can support your next project.